广东长轴加工

轴类零件的热处理
1锻造毛坯在加工前,均需安排正火或退火处理,使钢材内部晶粒细化,消除锻造应力,降低材料硬度,改善切削加工性能。
2调质一般安排在粗车之后、半精车之前,以获得良好的物理力学性能。
3表面淬火一般安排在精加工之前,这样可以纠正因淬火引起的局部变形。
4精度要求高的轴,在局部淬火或粗磨之后,还需进行低温时效处理。
2.4 典型轴类零件加工工艺改进的方法
对于7级精度、表面粗糙度Ra0.8~0.4μm的一般传动轴,其工艺路线是:正火-车端面钻中心孔-粗车各表面-精车各表面-铣花键、键槽-热处理-修研中心孔-粗磨外圆-精磨外圆-检验。
由于细长轴刚性很差,在加工中极易变形,对加工精度和加工质量影响很大。为此,生产中常采用下列措施予以解决。
电机马达轴 不锈钢细长轴定制 CNC走心机轴加工 精密加工
深圳CNC加工 数控车削非标件定制机加工 精密细长轴加工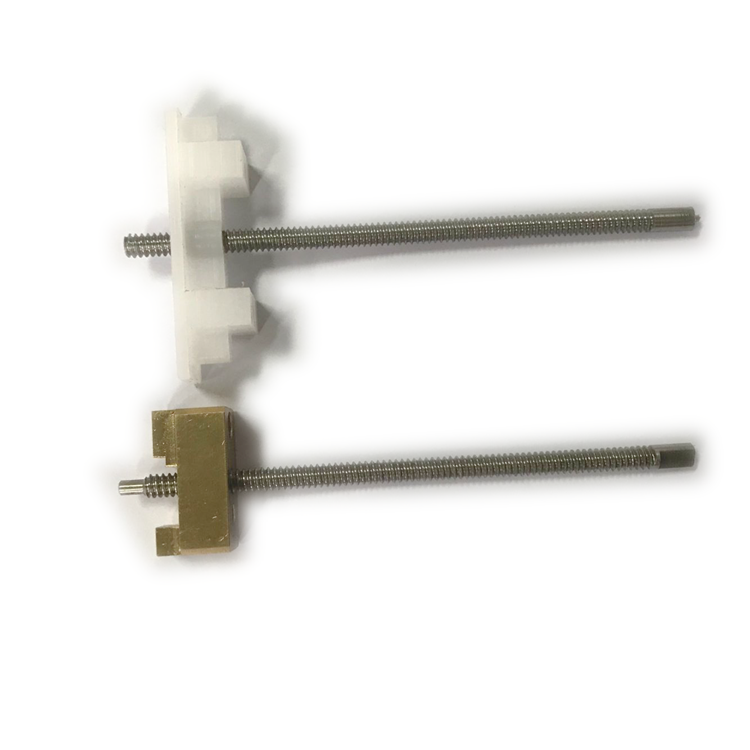
不锈钢电动牙刷轴 微型轴加工 专业加工不锈钢非标长轴 石岩数控车床加工厂家
厂家承接紫铜轴 黄铜轴 长轴订做 价优 周期快 铜螺丝 订制加工
问:细长轴为什么难加工?
答:因为钢材具有韧性,容易变形,弯曲,当你把零件装夹到车床的时候,有些钢材,你甚至会看到中间部分直接弯曲,低垂了下来。这样的情况下,加工的时候,容易形成椭圆柱,中间大,两头小。
m.243580044.b2b168.com