南昌手机多头丝杆加工厂

tr2*0.4 手机伸缩6头丝杆 不锈钢丝杠
梯形丝杠
梯形丝杆加工中螺纹与滚花一次完成工艺效率高,成本低,加工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。
滚珠丝杆与梯形丝杆区别
传动效率不同
滚珠丝杆的传动效率大约是90~96%,梯形丝杆的传动效率大约是26~46%。如果是驱动同样大的负载的话,采用滚珠丝杆可以使用更小的驱动功率。
传动速度不同
滚珠丝杆是滚动摩擦,梯形丝杆是滑动摩擦,工作的时候前者的温升远远低于后者,因此一般情况下是可以承担高速传动的任务。
使用寿命不同
滚动摩擦的表面损伤比滑动摩擦的小很多,因此在清洁、润滑等条件符合时,滚珠丝杆的维持寿命比梯形丝杆高得多。
自锁性不同
丝杆的自锁性一般与传动效率成反比,因此,滚珠丝杆几乎是没有自锁性的,而梯形丝杆具有一定的自锁性。
经济性不同
从以前和目前的情况看,滚珠丝杆因其结构较梯形丝杆复杂,价格仍然比梯形丝杆高。不过,随着自动化设备的增多而产量增大,价格差异越来越小。
深圳市瑞鑫五金制品有限公司成立于2008年,工厂位于交通便利的广东省深圳市石岩镇(水观高速附近),地理位置得天独厚,本公司是一家有多年专业制造高精密丝杆的公司,引进全球先进全套型生产线,高精密冷轧机床、数控精密机床、精密数控磨床及各类检测制造设备。本公司专业生产各类螺杆、丝杆、蜗杆、电机轴、不锈钢管接头,集开发、制造、生产、营销于一体的技术性生产企业。产品广泛应用于按摩椅、各类阀门、电机等石化类、机械类产品。提供国内梯形丝杆业界完善的产品系列服务,大直径:45mm,小直径2mm,长度:200mm,螺距(导程):0.5-24mm,多头高速丝杆螺距(导程):50mm以内,是大能生产单头和多头及非标的厂家。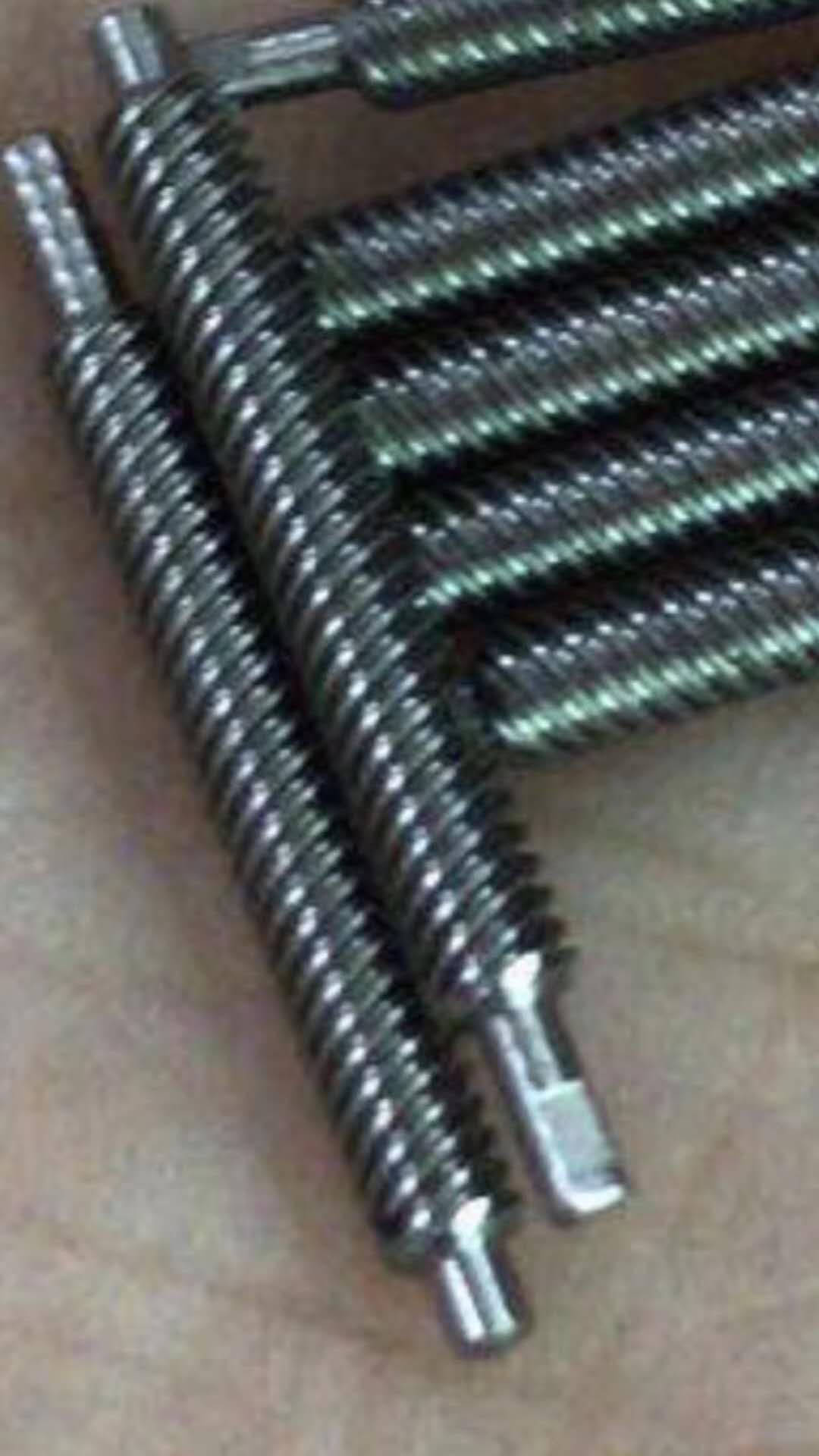
多头螺纹
多头螺纹又叫多头丝杠,多头丝杆,多头螺杆,也叫多线丝杠,多线丝杆,多线螺杆。
螺纹的分类,除按断面形状划分外,还有按螺纹上螺旋槽的多少来分类。有一条螺旋槽的螺纹,是称为单头螺纹。有两条以上螺旋槽的螺纹,是称为多头螺纹。螺纹上相邻两螺旋槽之间的距离,称为螺距。沿螺旋槽旋转一周所前进的距离,称为导程。
又叫多头丝杠
导程
沿螺旋槽旋转一周所前进的距离
导程与螺距的关系可用下式表示;
L = t × n
式中 L - 螺纹导程(mm),
n - 螺纹头数,
t - 螺纹螺距(mm)。
车削多头螺纹时,在走刀箱上应该用导程(mm)来按铭牌上规定,调整变换手柄位置。
车削多头螺纹的分头方法;
车削多头螺纹时,解决螺纹分头方法有二种,在螺纹的导程上进行分头,称为导程分头法,另一种是在螺纹的圆周上进行分头,称为圆周分头法。
(1) 在螺纹的导程上分头介绍二种方法。
用小刀架上刻度盘的刻度来分头;即利用小刀架刻度掌握车刀移动距离,从而达到正确分度目的。当车好一个螺旋槽后,只要将小刀架依据刻度,移动一个螺距的距离,就可车削相邻的另一个螺旋槽。
用百分表确定小刀架移动值来分头;即将百分表座固定在床鞍上,百分表测量杆测头顶在小刀架滑板端部,可根据百表上的读数确定小刀架的移动尺寸来进行分头。
(2) 在螺纹的圆周上分头方法。
介绍用调整车床上挂轮来分头
当(Z1)上的轴和车床主轴的转速相同,而且主动齿轮(Z1)的齿数是工件螺纹头数的倍数时,车完一头螺纹,仃车后,就在主动齿轮(Z1)和中间齿轮(Z2)相啮合的位置上画记号1(Z1)、2(Z2),然后使主动齿轮(Z1)和中间齿轮(Z2)脱开,把主动齿轮(Z1)转过一定的齿数(双头螺纹转Z1/2,三头螺纹转Z1/3)后,再使它重新与中间齿轮(Z2)啮合,就可开始车其它几个头的螺纹。
当主动齿轮(Z1)的齿数不是工件螺纹头数的倍数时, 车完一头螺纹,仃车后,就在丝杠齿轮(Z4)和中间齿轮(Z3)的啮合位置上画记号3(Z3)、4(Z4),然后使(Z4)和(Z3)脱开,把丝杠齿轮(Z4)转过一定的齿数[丝杠齿轮应转的齿数(Z4)=主动齿轮齿数(Z1)×中间齿轮齿数(Z3)/ 螺纹头数×中间齿轮齿数(Z2)],再使它重新与中间齿轮(Z3)啮合,就可开始车其它几个头螺纹。
m.243580044.b2b168.com